gridspace / grid-apps Goto Github PK
View Code? Open in Web Editor NEWBrowser-based Slicer for 3D Printing, CAM, Laser (Kiri:Moto) and mesh editor (Mesh:Tool)
Home Page: https://grid.space/
License: MIT License
Browser-based Slicer for 3D Printing, CAM, Laser (Kiri:Moto) and mesh editor (Mesh:Tool)
Home Page: https://grid.space/
License: MIT License


























































































































































Using OSX / Safari 10.1.1
Javascript fails / Page almost blank
Error seen in console:
[Error] SyntaxError: Cannot declare a let variable twice: 't'.
(fonction anonyme) (1.2.6e:3)
which points here (line 1937)
Kt.Clipper.prototype.ProcessEdgesAtTopOfScanbeam = function(t) {
Hi.
Trying to use kiri moto for the first time, but when I press the slice button, I get a popup error message saying "no processes selected".
This happens with the default cube, as well as with my own stl file

I've tried this on both Safari 11.1.2 & Chrome 68.0.3440.106.
My steps:
Any suggestions for what I'm doing wrong?
Thanks!
Which if any of the Devices generate WinCNC compatible g-code? I work with a ShopSabre and it doesn't like the g-code generated for either the Generic.Grbl or the Generic.LinuxCNC.
So the feature request is either 1) doc which Device is WinCNC g-code compatible or 2) make a new device that is.
Sadly, my g-code sophistication is insufficient for me to be helpful.
Thanks!
Kiri:Moto would be much more interesting if this tool had a mechanism of making settings persist across sessions.
Perhaps saving them in the URL itself would be the most useful: user chooses the settings, then uses a button that generates the URL for bookmarking/sending to others so they can reuse the same settings without going through the motions manually every time.
I'm not sure how to make a reproducible example that I can send, but the laser cutter slicer doesn't seem to work when I import from OnShape. If I export them as STL from OnShape and then bring them to https://grid.space/kiri everything seems to work fine.
When I click on "Slice" it generates no results. When I click "preview" it keeps re-slicing it until I hit escape.
Linux Chrome 69.0.3497.100, onshape shows this devtools error
Refused to execute script from 'https://grid.space/kiri/js/ext-three.js' because its MIME type ('text/html') is not executable, and strict MIME type checking is enabled.
It would make sense to mill and finish the pockets first and cut out the part from stock later. That way you have enough support for milling. Most of the time you can even make it without using cutout tabs if going in this order.
Hello,
would it be possible to add little checkbox to enable orthographic projection?
It's quite usefull for quick shape inspection.
Spiral path could be another usefull finishing operation in adition to waterline and linear. It might add another level of smoothness when finishing some objects.
Also it might be usefull in roughing and cuting out the part. Especially in harder materials, since endmills tend to plunge very slowly. It's easier on both tool and machine if you plunge slowly during whole round instead of cuting around and plunge directly. Endmills plunge easier when also moving to side. I am having troubles plunging into acrylic and aluminum with my DIY CNC. Spiral cuting solves that.
It also SAVES TIME! since there's no need to wait for plunging (which is typicaly slower than feedrate) to complete between layers, since plunging was already done during feed, so we can continue with another layer immediately.
Do you think it will be possible to add?
Examples finishing




Examples roughing:

I tried both. latest git and version on https://grid.space/kiri?sm:CAM
None of these has "Depth First" feature working. It just does layer by layer all pockets at the same time.
I'm working in Onshape and using Kiri:moto to generate my g-code.
Kirimoto seems to fail to generate cutout tabs for narrow parts and with the drill operation defaulting to be the last step I'm unable to successfully finish cutting my parts with my CNC machine.
When Kiri:moto does generate cutout tabs the tool size hasn't been accounted for in the operation and the final lines of code cut through the tabs.
I've attached a screenshot of the preview which shows the cutout generated but subsequently cut away.
Any solves for this out there?

When i enable drilling preview stuck. I have created hols exact size as defined tool. When i disable drilling - preview is generated successfully

When a layer has text, it is it placed outside the shape instead of where it was in the original model.
See my model of the Wedgie sled, tab Kiri-Moto_BaseTop
I think that Kiri:Moto is not cutting tabs very efficiently. I explain on following images:

Black lines are regular cutout passes. Colorful lines are cutouts between tabs.
A is strategy currently used by Kiri:Moto. It cuts between tabs, goes depth first, but between each pass it returns to safe Z height, which can be quite slow.
It would make more sense to use one of these:
B width first, pulling up just enough to not hit the tab
C depth first, pulling up just enough to not hit the tab
These should be much faster...
I'm getting a new error since the last time I ran moto (mid Jan 2018). see screenshot

Hello,
it would be nice if i could add new tools in Kiri:Moto. Endmills with custom diameter should be easy to do.
Mills of different shapes might be harder to implement (ball nose, rounded, V-bit, etc...)
First of all - THANK YOU! This project is just what I needed, so cool.
Currently exporting the default object as SVG causes overlap of the arranged slices, like so (look at the left):

This isn't really a problem because you can move them around in Inkscape or whatever, but it'd be nice if this just didn't overlap the layers - even better, if you could supply a ratio/bed size and fill to that to minimize sheets needed!
Is there a way to send custom GCODE after a certain z-height? I like to switch off the heated bed after 1 cm z-height to save power and time for the cooldown.
When 3rd party cookies are disabled, the OnShape Kiri:Moto app fails silently.
In Firefox 57.0 on Debian/testing (Buster), if you set:
network.cookie.cookieBehavior=1
the main Kiri:Moto UI doesn't display:

Hello,
I must commend you on the great work here.
I was looking for a javascript based slicer to integrate in to a project. Unfortunately as great as this thing is I can not use it as it would violate the current licence.
The project I have been working on is open source and has public facing elements.
Gyroid Infill has been shown to provide great strength at low material consumption, print time, and printer wear. Recent versions of Slic3r support it. It would be a great addition to Kiri:Moto and possibly should even be the default.

This can be easily seen on this OpenSCAD part that linear finishing operation does not cover whole part properly:
$fn=150;
union() {
sphere(10);
translate([0,0,-5]) cylinder(10,10,10, true);
}


Here's g-code interpretted by simulator:

Settings:

It actually affects real parts. I've been milling some prototype part from recycled plastic which is quite bad material, however it was still outstanding even on such bad surface and is still visible even after i sanded it down quite a bit. You can see the premature end of surface finish where i made the red lines:

Same code as simulated:
$fn=200;
translate([0,0,-15]) intersection() {
difference() {
cylinder(15,12.5,12.5);
translate([0,0,-2]) cylinder(20,5,5);
}
translate([0,20,1]) rotate([90,0,0]) cylinder(40,14,14);
}

(Cou can also see destroyed cutout tab as reported in #7)
Hi
I have an object that needs precise rotating and positioning (in terms of vertical height) in order to generate the correct supports. I can't do it with the keyboard controls, the granularity (5 degrees / 5 mm) is much too coarse. My model is left either floating in the air or it loses the first 2 mm, or it generates supports where none are needed if the rotation is correct.
Can you provide keyboard shortcuts that work on a laptop / chromebook? [option-arrow-down] move object(s) down 5mm - option? What key is that? Doesn't exist on my Chromebook pixel!
What can I do to move the object? There don't seem to be any mouse controls that do the same as the arrow keys for positioning the object.
My OctoPrint-compatible host software currently runs only HTTP and I seem to be unable to send GCODE there:

Please allow sending to HTTP hosts from within Onshape.
I noticed that if the stepdown set in Kiri:Moto is larger than the feature that it's trying to create, then it will ignore that feature.
I feel like the shallower features should be able to be cut with a stepdown that is smaller than the one that is set, and then the remaining features should be able to cut at the stepdown specified.
Right now I have to choose a small enough step size so that I can cut all the features, but that can get really inefficient.
You can see with the 2mm stepdown all of the center of the part is milled out, but with a 10mm stepdown, only the sides are.


When slicing a part in OnShape using kiri:moto, instead of being successful as usual I consistently get an alert box which says "true".
I'm using a Chromebook Pixel 2 (always the up to date version of Chrome).
I think this is in part due to c1fdd34 (where I've made a similar comment).
The model in Kiri:Moto inside Onshape seems to be always stuck to the version in time at which it was update into Kiri:Moto. If you are not careful, you may end up printing an outdated model. Would it be possible to automatically refresh the sliced model when it has been edited in the Part Studio, or at least have a dialog box inform the user that it is no longer recent?
It's not possible to set g-code origin to selected feature of model. For example if i want to place the zero to the highlighted point:

This is useful as hell when milling new features on preexisting part (eg. "pocket only" operation). It's not always practical to use part corner or center as origin. This is very different from 3d printing, where you just need to hit somewhere on the heatbed and doesn't really matter if you are perfectly centered.
Let's break it down:
Inventables: NeilFerreri15h to StewartAllen
@stewartallen I just came back to check out your tool. I am still seeing an issue when the stock size is set. The first rapid move should be at a safe height, but it appears that with any stock that is greater than the height of the part it will do a rapid move to the safe height as if the part was at the bottom of the stock. For example, let's say I had a part that was 10mm in Z height, a safe height of 1mm, and my stock set at 50mm height. I'd want my first move to go to whatever XY at a height of 1mm. I am seeing that the first move would be G0 Xwhatever Ywhatever Z-39 Then it goes on to plunge UP to Z-2 or whatever.
Does that make sense?
Speed when printing the first top layer above an area of infill is too high, causing holes when a 10% infill pattern is used.
The first layer in top of an area of infill should be printed at reduced speed (I think to allow for better cooling and hence better "bridging" the infill). Looks like other slicers print the first layer above infill at a speed that can be set separately, e.g., I think this is what top_solid_infill_speed does in Slic3r.
@luotinen did a test at daid/LegacyCura#771 (comment):

Maybe you would like to consider using SVGnest to make best use of the build plate. It is written in JavaScript, after all :)
I selected CNC milling mode, imported an STL file, defined stock size. When slice or preview is clicked, the part turns red and the slicing progress bar shows up, but it doesn't seem to go anywhere. I tried on grid.space and the same sequence works.
Unfortunately, the console doesn't show any messages after clicking slice or preview (all the other information shows up prior).
OSX 10.11, node 7.10.0
The browser console shows a few messages, but occur before slice or preview is clicked. The node console doesn't show any message either.
Happy to help debug / fix if you could point me in the right direction of where to start looking. I've also included the stl file (although the same thing happens with the default object that appears on when Kiri first loads.
Thanks!

Would it be possible to pre-configure the right-hand side settings in printer profiles? I think some of the right-hand side defaults are not ideal for my printer, and hence would like to provide a more suitable set of settings as part of the printer profile.

Hi,
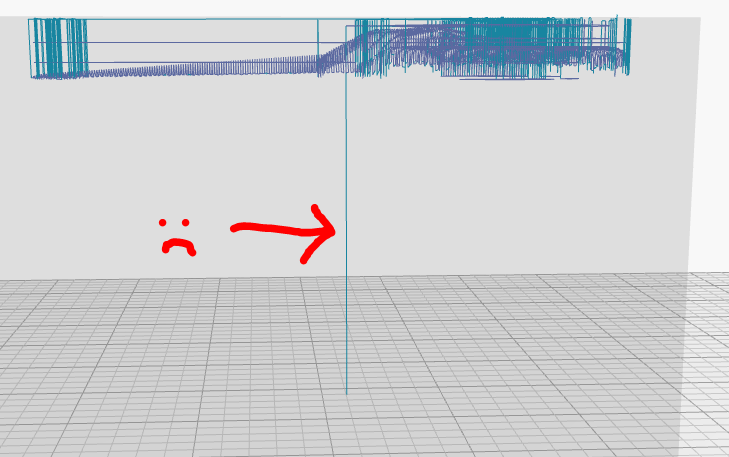
While cutting playwood with single pass (lets say simple square with hole inside) tool plunging not directly down, but gradually while cutting the first front edge. The same while cutting holes. I set "step down" to 6mm, same thicknes as my playwood and enabled waterline" and "origin top". As per my understanding tool should go straight down and only then cut the first edge (see green arrows in screeshot), instead it plunging gradually (red arrows in screenshot).
Thank you! And let me know if i can do or perform some testing for you.

and gcode below exported by kiri:moto:
G21
G90
M3 S16000
M6 T2
G0 X-1.5875 Y-1.5875 Z3.0
G1 X151.5875 Z-6.0 F400
G1 Y75.5193
G1 X161.5875 Y90.5193
G1 Y171.4807
G1 X151.5875 Y186.4807
G1 Y263.5875
G1 X-1.5875
G1 Y185.5106
G1 X8.6329 Y170.5106
G1 Y91.4894
G1 X-1.5875 Y76.4894
G1 Y-1.5875
G0 Z3.0
G0 X31.1875 Y6.4875
G1 X38.8125 Z-6.0
G1 Y9.4125
G1 X31.1875
G1 Y6.4875
G0 Z3.0
G0 X61.1875
G1 X88.8125 Z-6.0
G1 Y9.4125
G1 X61.1875
G1 Y6.4875
G0 Z3.0
G0 X121.1875
G1 X128.8125 Z-6.0
G1 Y9.4125
G1 X121.1875
G1 Y6.4875
G0 Z3.0
G0 X133.6855 Y87.654
G1 X135.0 Y87.5894 Z-6.0
G1 X136.3145 Y87.654
G1 X137.6163 Y87.8471
G1 X138.8929 Y88.1669
G1 X140.132 Y88.6103
G1 X141.3217 Y89.1729
G1 X142.4505 Y89.8495
G1 X143.5076 Y90.6335
G1 X144.4827 Y91.5173
G1 X145.3665 Y92.4924
G1 X146.1505 Y93.5495
G1 X146.8271 Y94.6783
G1 X147.3897 Y95.868
G1 X147.8331 Y97.1072
G1 X148.1529 Y98.3837
G1 X148.346 Y99.6856
G1 X148.4125 Y101.0391
G1 Y160.9609
G1 X148.346 Y162.3144
G1 X148.1529 Y163.6163
G1 X147.8331 Y164.8928
G1 X147.3897 Y166.132
G1 X146.8271 Y167.3217
G1 X146.1505 Y168.4505
G1 X145.3665 Y169.5076
G1 X144.4827 Y170.4827
G1 X143.5076 Y171.3665
G1 X142.4505 Y172.1505
G1 X141.3217 Y172.8271
G1 X140.132 Y173.3897
G1 X138.8929 Y173.8331
G1 X137.6163 Y174.1529
G1 X136.3145 Y174.346
G1 X135.0 Y174.4106
G1 X133.6855 Y174.346
G1 X132.3836 Y174.1529
G1 X131.1071 Y173.8332
G1 X129.8679 Y173.3897
G1 X128.6783 Y172.8271
G1 X127.5495 Y172.1505
G1 X126.4924 Y171.3665
G1 X125.5173 Y170.4827
G1 X124.6335 Y169.5076
G1 X123.8495 Y168.4505
G1 X123.1729 Y167.3217
G1 X122.6102 Y166.132
G1 X122.1669 Y164.8929
G1 X121.8471 Y163.6163
G1 X121.654 Y162.3144
G1 X121.5875 Y160.961
G1 Y101.0391
G1 X121.654 Y99.6856
G1 X121.8471 Y98.3837
G1 X122.1669 Y97.1071
G1 X122.6102 Y95.868
G1 X123.1729 Y94.6783
G1 X123.8495 Y93.5495
G1 X124.6335 Y92.4924
G1 X125.5173 Y91.5173
G1 X126.4924 Y90.6335
G1 X127.5495 Y89.8495
G1 X128.6783 Y89.1729
G1 X129.8679 Y88.6103
G1 X131.1071 Y88.1669
G1 X132.3836 Y87.8471
G1 X133.6855 Y87.654
G0 Z3.0
G0 X24.4125 Y94.8125
G1 X21.5875 Z-6.0
G1 Y67.1875
G1 X24.4125
G1 Y94.8125
G0 Z3.0
G0 Y167.1875
G1 Y194.8125 Z-6.0
G1 X21.4875
G1 Y167.1875
G1 X24.4125
G0 Z3.0
G0 X31.1875 Y252.5875
G1 X38.8125 Z-6.0
G1 Y255.5125
G1 X31.1875
G1 Y252.5875
G0 Z3.0
G0 X61.1875
G1 X88.8125 Z-6.0
G1 Y255.5125
G1 X61.1875
G1 Y252.5875
G0 Z3.0
G0 X121.1875
G1 X128.8125 Z-6.0
G1 Y255.5125
G1 X121.1875
G1 Y252.5875
G1 Z3.0
M30
js/license.js says LICENSE:"Unauthorized copying, modification and re-distribution are strictly prohibited without prior written consent.",
but
license.md is MIT.
OctoPrint advertises itself in the network as the octoprint zeroconf service.
At least on Chrome, one should be able to find the OctoPrint instances running on the local network using https://developer.chrome.com/apps/mdns, hence offering a list of available OctoPrint instances to the user rather than having them type the IP address.
http://docs.octoprint.org/en/master/bundledplugins/discovery.html#zeroconf-service-octoprint-tcp
Right now in kiri:moto you can select wheter machining shoud be done clockwise or counterclockwise. That's somewhat usefull and i get vastly different results due to physical aspects of my CNC machine and it's poor rigidity. So it's very usefull.
However... Real machining is making difference not between CW and CCW, but between "conventional" and "climb" milling. Why does climb/conventional milling matter? It affects part precision, surface finish, tool wear and more... I guess this is crucial feature for people machining harder materials and doing serious machining jobs.
I was trying to propose some simple changes to kiri:moto to achieve this, but found out it's quite a rabbit hole. It's not all perfectly clear to me, but i'll try to explain.

A) If you always go CW or CCW you randomly switch between conventional and climb milling based on if you spiral into pocket from outside, or spiral out from the middle.
B) Another thing to consider is that conventional and climb milling may leave different surface finish. So you might need to go one direction on the outside of the part and other direction in pockets, so you have consistent finish on all surfaces.
C) Points A and B might easily get in conflict, resulting in machinist being forced to use spiral in or out and not switching it randomly.
D) Probably best way to achive this is "adaptive clearing" milling strategy, which always engages the bit in right direction and with right amount of load. but i am afraid that's different can of worms and completely out of scope of this ticket.
TLDR: Simplest solution possible might be this:
always spiral pockets from middle to outside.
mill pockets and holes clockwise, but part outline/cutoff counterclockwise (or other way round if user wants climb milling).

if you don't spiral pockets from middle, you will make combination of climb and conventional milling, which might not be desirable = eg. you will remove material of pocket by conventional milling, but carve the part around this pocket by climb milling. or other way round. it's probably bad idea. you might even need different feeds and speeds for both of these. but if you make it configurable, i'll be happy to test all combinations.
At least i hope i got it right.
When there is hole all the way through the stock material it is not needed to mill it away completely, turning all material to chips and dulling the mill bit (see "roughing" image). All you need to do is cut it out and leave the scrap piece in the middle (as "waterline" does).

Obviously for some of simple parts, you can disable roughing and use just waterline instead. But for lots of parts you might need to use full roughing (eg.: parts that have both. pockets going all the way through and blind pockets).
I imported my object then selected it and hit 'preview' ( in 'CNC Milling' mode if it matters ) and then hit an infinitely-repeating "there are no processes" popup. I had to force-reload the page to break it.
I've got access to a ULS laser cutter/engraver at the local tech school. The way they have it set-up it expects red lines for vector cuts, blue lines for vector engraving, and any other color (or wide lines) is done with raster engraving.
It seems that Kiri:Moto SVG output has blue lines hard coded, but it looks fairly simple to change this in a local repository, but I don't understand how I would go about testing it from OnShape. Any guidance?
I've adapted Kiri:Moto's g-code output as much as possible, but it seems to always send (for instance):
M3 S18000
Which WinCNC finds unacceptable, griping about 'multiple commands'. Any way to get Kiri:Moto to put them on separate lines instead?

V-bits are quite common and usefull, because they are quite durable and can both remove material in bulk and carve tiny details (up to 0.1 mm). These would be most usefull to add.
Rounded bits are similar to ball ends, but radius of the end is smaller than radius of the shaft. They are like hybrid between ball head and plain old square end mill. I kinda like them, because they produce smoother pocket bottoms. Also they are less prone to break, since they don't have sharp corners that make weak spot of most endmills and create leverage that puts whole tool under bigger load.
Non-centercutting bits would be harder to add, since they can't plunge too much and therefore require spiral cutting (#17). These are usualy cheap bits made for fast cutting/routing.
Can you add the Monoprice Maker Select printer to the devices list?
When cutting Small diameter counter bores <16mm diameter, the slicer does not cut to the bottom of the bore.
15, 10 and 6 mm bores do not cut to the bottom of the shoulder in the model.

16 mm and 10 mm bores cut to the bottom, but the small 6mm dia bore does not cut to the bottom of the model

I would upload the .STL files but it won't let me.
If I am doing something wrong please feel free to let me know how to correct it.
I am using 1/8'' (3.175mm) endmill tool. I've made this model (image) with holes of following diameters:
3 mm, 3.175 mm, 3.2 mm and 4 mm. Only the 4mm one is milled by roughing and waterline processes.
I expected that 3.175 or at least 3.2mm and bigger holes will be drilled. But nothing happend.
I also tried to enable "drilling" process, but it didn't changed anything. I've tried to look it up in documentation and even source code, but i still can't figure how to make use of this drilling feature.

The 3 square pockets in this example are 8mm wide, with a 3mm bit.
They should be 3 passes per level, the algo just makes 2, leaving a stud in the middle
Same result with and without depth first
STL herebelow
Also, travel moves (i don't have the example here), are sometimes done at the wrong z level, provoking crashes (we had this issue some time ago)
On our old LinuxCNC Fireball, when it processes the M6 T1 tool change command, the spindle stops. We need to either remove the M6 T1 or add a M3 Snnnn after the M6 to get back up to speed. It seems like adding the M3 Snnnn would be correct.
Right now if i place object into stock that is taller than the object it does not get cut out properly, because it's placed into the top of stock material (fig. A). This can be desirable in many use cases. But sometimes it might be desirable to put it all the way down to the bottom of stock (fig. B), so it can be properly cut out and left hanging only on cutout tabs. That effectively means to rough away any excess stock material above the milled shape. This is especialy usefull, when you don't have stock of thickness suitable for your job.

I was trying to cut a 2mm channel in a part with a 2mm end mill, and I found that curved features (like a circular channel) are not generating gcode to cut those features out. I suspect that since the model is represented by polygons, there are areas between the two walls which are less than 2mm, which means that the software will not recognize those areas as being able to be cut out.
Changing the tool diameter to 1.99mm seems to solve this issue, and it probably has an insignificant effect on the part tolerance, but I wanted to bring it up just in case there's a way to fix the issue.
Thanks!
I have uploaded the part I used to test out this issue.
i receive the following error when using the latest node.js on windows.
`C:\laragon\www\kirt modo\apps (master) ([email protected])
λ npm update
openssl config failed: error:02001003:system library:fopen:No such process
openssl config failed: error:02001003:system library:fopen:No such process
C:\laragon\www\kirt modo\apps (master) ([email protected])
λ npm start
openssl config failed: error:02001003:system library:fopen:No such process
openssl config failed: error:02001003:system library:fopen:No such process
[email protected] start C:\laragon\www\kirt modo\apps
node js/web-server debug
openssl config failed: error:02001003:system library:fopen:No such process
{ update_cache: 'js/ext-n3d.js' }
undefined:1625
throw new JS_Parse_Error(message, filename, line, col, pos);
^
SyntaxError: Unexpected token: punc (.)
at JS_Parse_Error.get (eval at (C:\laragon\www\kirt modo\apps\node_modules\uglify-js\tools\node.js:27:1), :86:23)
npm ERR! Windows_NT 10.0.14393
npm ERR! argv "C:\laragon\bin\nodejs\node.exe" "C:\laragon\bin\nodejs\node_modules\npm\bin\npm-cli.js" "start"
npm ERR! node v6.11.3
npm ERR! npm v3.10.10
npm ERR! code ELIFECYCLE
npm ERR! [email protected] start: node js/web-server debug
npm ERR! Exit status 1
npm ERR!
npm ERR! Failed at the [email protected] start script 'node js/web-server debug'.
npm ERR! Make sure you have the latest version of node.js and npm installed.
npm ERR! If you do, this is most likely a problem with the gridspace-apps package,
npm ERR! not with npm itself.
npm ERR! Tell the author that this fails on your system:
npm ERR! node js/web-server debug
npm ERR! You can get information on how to open an issue for this project with:
npm ERR! npm bugs gridspace-apps
npm ERR! Or if that isn't available, you can get their info via:
npm ERR! npm owner ls gridspace-apps
npm ERR! There is likely additional logging output above.
npm ERR! Please include the following file with any support request:
npm ERR! C:\laragon\www\kirt modo\apps\npm-debug.log
`
A declarative, efficient, and flexible JavaScript library for building user interfaces.
🖖 Vue.js is a progressive, incrementally-adoptable JavaScript framework for building UI on the web.
TypeScript is a superset of JavaScript that compiles to clean JavaScript output.
An Open Source Machine Learning Framework for Everyone
The Web framework for perfectionists with deadlines.
A PHP framework for web artisans
Bring data to life with SVG, Canvas and HTML. 📊📈🎉
JavaScript (JS) is a lightweight interpreted programming language with first-class functions.
Some thing interesting about web. New door for the world.
A server is a program made to process requests and deliver data to clients.
Machine learning is a way of modeling and interpreting data that allows a piece of software to respond intelligently.
Some thing interesting about visualization, use data art
Some thing interesting about game, make everyone happy.
We are working to build community through open source technology. NB: members must have two-factor auth.
Open source projects and samples from Microsoft.
Google ❤️ Open Source for everyone.
Alibaba Open Source for everyone
Data-Driven Documents codes.
China tencent open source team.