Print3r is a command-line tool (without GUI) to print 3d parts (.gcode, .stl, .scad) to 3d printers, utilizing a slicer of your choice (Slic3r, Slic3r PE, PrusaSlicer, CuraEngine (3.5.0), CuraEngine4 (4.2.0 or later) , CuraEngine-Legacy).
print3r --printer=prusa-i3 print cube.scad
print3r --printer=ender3 --device=/dev/ttyUSB1 print cube.stl
print3r preview cube.gcode
- print
.scad,.stl* or.gcodeto 3d printers - slice
.scador.stl* saving.gcodewithout printing - preprocess parts with
--scale=<x>,<y>,<z>,--rotate=<x>,<y>,<z>,--translate=<x>,<y>,<z>,--random-placement,--auto-center,--multiply-part=<n> - use slicer-independent arguments like
--temperature=<c>,--layer-height=<h>,--fill-density=<f>,--perimeters=<n>, etc. - send Gcode from command line arguments with gcode or console interactively with gconsole command
- render Gcode and sliced .stl, .scad into
.pngimage with render command - preview Gcode using
yagvGcode viewer with preview command
*) .stl (ascii & binary), and preliminary .amf and .obj supported as well.
- 0.3.0: better pipeline of processing div. formats, preliminary 3mf and 3mj (new format) support
- 0.2.8: CuraEngine-4.2.0 support via
--slicer=cura4, see wiki for install instructions - 0.2.6: cleaner script-layer within Gcode processing, slic3r-*: better multi-extruder support
--toolmap&--toolremap - 0.2.5: preliminary
--slicer=prusasupport, additional inline functions support for gcode transformation:&toolcolor(n,a,b,c,d,e),&hsl2cmy(h,s,l),&phases(n=2|3,p=3|4) - 0.2.3: support for
--prepend_gcode=...for start-gcode addition, and--layer-gcode=... - 0.2.2: support for
skirts,brimsandrafts,supportandseamslicer-independent - 0.2.0:
clientcommand added, and--device=tcp:<remote-ip>[:<n>]added for remote printing capabilities - 0.1.8: proper cleanup of temporary files (incl. CTRL-C abort)
- 0.1.7: more slicer-independent speed settings (
print/travel/infill/perimeter/small_perimeter/bridge/retract_speed) - 0.1.6: restructure the file layout of settings (e.g. at
/usr/share/print3r&~/.config/print3r/) - 0.1.5: new option
--scad=<code>to additionally execute openscad code - 0.1.4: various improvements, remap() of general settings to slice-specific settings via
.../<slicer>/map.ini - 0.1.1: better support for
--slicer=curaandcura-legacy - 0.1.0:
--slicer=<slicer>with--printer=<profile>leads to../<slicer>/<profile>,@<setting>leads tosettings/macro/<setting> - 0.0.9: preliminary
.amfand.objnative support for preprocessing (scale,rotate,translate,mirror) - 0.0.8: absolute scaling like
--scale=0,0,30mmor--scale=50mm, and--scale=50%same as--scale=0.5,--auto-centerto center print - 0.0.7:
PRINT3Renviromental variable considered,'baudrate=auto'probes baudrate. - 0.0.6: publically released source on github
slicer agnostic, e.g. support of CuraEngine (just the slicer): done since 0.1.6 withslic3r,slic3r-pe,cura-legacyandcuranetwork connectivity, distributed printing via tcp/ip: done since 0.2.0 withclientcommand and--device=tcp:<remote-ip>[:<n>](n=0 (default),1,2 etc)preview gcode in OpenGL/WebGL zoomable views: done with 0.1.6 via externalyagvviewer- multiple extruder support (preferably slicer-independent)
Primary focus in on Linux (Debian, Ubuntu) and alike platforms like FreeBSD and such.
- install
openscad, see OpenSCAD.org - install
slic3r, Debian/Ubuntu:apt install slic3r - optional:
- recommended: install Slic3r PE
- recommended: install CuraEngine
- install CuraEngine Legacy
- run
make requirementsto install required Perl modules & Perl GD.pm with libgd
The software is licensed under GPLv3
make install
See Profiles how to setup a dedicated printer profile.
Print3r (print3r) 0.2.0 USAGE: [<options>] <cmd> <file1> [<...>]
options:
--verbose or -v or -vv increase verbosity
--quiet or -q no output except fatal errors
--baudrate=<n> set baudrate, default: 115200
--device=<d> set device, default: /dev/ttyUSB0
--slicer=<slicer> set slicer, default: slic3r
slic3r, slic3r-pe, prusa, cura-legacy, cura
--printer=<name> config of printer, default: default
--version display version and exit
--output=<file> define output file for 'slice' and 'render' command
--scad consider all arguments as actual OpenSCAD code (not files)
--scadlib=<files> define OpenSCAD files separated by "," or ":"
part preprocessing:
--random-placement place print randomly on the bed
--auto-center place print in the center
--multiply-part=<n> multiply part(s)
--scale=<x>,<y>,<z> scale part x,y,z (absolute if 'mm' is appended)
--scale=<f> scale part f,f,f
--rotate=<x>,<y>,<z> rotate x,y,z
--translate=<x>,<y>,<z> translate x,y,z
--mirror=<x>,<y>,<z> mirror x,y,z (0=keep, 1=mirror)
--<key>=<value> include any valid slicer option (e.g. slic3r --help)
commands:
print <file> [...] print (convert & slice & print) part(s) (.scad, .stl, .obj, .gcode)
slice <file> [...] slice file(s) to gcode (.scad, .stl, .amf, .obj, .3mf)
preview <file> [...] slice & preview (.scad, .stl, .obj, .gcode)
render <file> [...] render an image (use '--output=sample.png' or so)
gcode <code1> [...] send gcode lines
gconsole start gcode console
client map USB connected printer to network (per device)
help
examples:
export PRINT3R "printer=my_printer" --OR-- setenv PRINT3R "printer=my_printer"
print3r slice cube.stl
print3r --layer-height=0.2 --output=test.gcode slice cube.stl
print3r --printer=ender3 --device=/dev/ttyUSB1 print test.gcode
print3r --printer=corexy --device=/dev/ttyUSB2 --layer-height=0.3 --fill-density=0 print cube.stl
print3r --printer=ender3 --device=tcp:192.168.0.2 --layer-height=0.25 print cube.stl
print3r print cube.scad
print3r --scad print "cube(20)"
print3r gcode 'G28 X Y' 'G1 X60' 'G28 Z'
print3r gconsole
== Print3r: Gcode Console (gconsole) - use CTRL-C or 'exit' or 'quit' to exit
for valid Gcode see https://reprap.org/wiki/G-code
conf: device /dev/ttyUSB0, connected
> M115
...
print3r --fill-density=0 --layer-height=0.2 print cube.scad
print3r --print-center=100,100 print cube.scad
print3r --printer=ender3.ini --device=/dev/ttyUSB1 --random-placement --rotate=45,0,0 print cube.scad
print3r --multiply-part=3 --scale=50% print cube.scad
print3r --scale=2 print cube.scad
print3r --scale=1,4,0.5 print cube.scad
print3r --scale=30% print cube.scad
print3r --scale=50mm print cube.scad
print3r --scale=0,0,30mm print 3DBenchy.stl
You can set any option into PRINT3R environment variable, "<key>=<value>", combined with ":", like:
export PRINT3R "printer=prusa-i3:temperature=190:..."
print3r print cube.scad
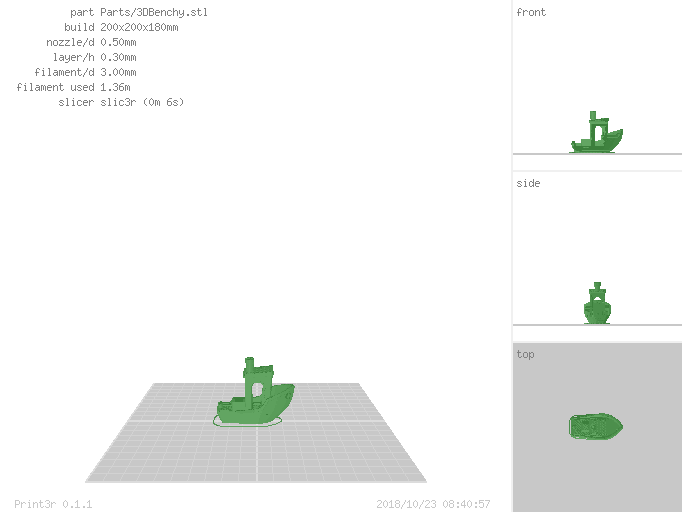
Instead to actually print parts, you can also let them render into .png image as well (e.g. for documentation purposes or preview):
print3r --output=benchy.png render 3DBenchy.stl
- Print3r Wiki, detailed documentation
- Spiritdude's Public Notebook: Print3r

